





Nouvelles
 Maison / Nouvelles / Actualités de l'industrie / Guide de la presse à forger : types, force, coûts, sélection
Maison / Nouvelles / Actualités de l'industrie / Guide de la presse à forger : types, force, coûts, sélection Guide de la presse à forger : types, force, coûts, sélection
 2026.03.13
2026.03.13
 Actualités de l'industrie
Actualités de l'industrie
Ce qu'une presse à forger fait de mieux
Une presse à forger est utilisée pour façonner du métal chauffé ou froid en appliquant une force de compression contrôlée, et c'est généralement le bon choix lorsqu'une pièce nécessite une résistance élevée, des dimensions reproductibles et un meilleur flux de grain interne que les composants moulés ou entièrement usinés. . Dans une utilisation pratique en usine, une presse est préférée pour les arbres, les brides, les bagues, les ébauches d'engrenages, les pièces de connexion et les composants structurels qui doivent supporter de lourdes charges ou résister à la fatigue.
Par rapport aux équipements de forgeage par impact, une presse applique la force plus progressivement. Cette déformation plus lente donne à l'opérateur plus de contrôle sur le flux de métal, améliore le remplissage des matrices sur de nombreuses formes et réduit souvent le risque de fissuration superficielle sur des pièces plus grandes. Pour les pièces avec des fenêtres de traitement étroites, le parcours de presse est souvent plus facile à standardiser entre les lots.
Pour la plupart des acheteurs, la question principale n'est pas de savoir si une presse à forger peut former du métal, mais si la machine a le droit tonnage, course, lumière du jour, vitesse, système de matrice et niveau d'automatisation pour la famille de pièces prévue. Les choisir correctement a un effet direct sur le rendement, la durée de vie des matrices, le taux de rebut et le coût énergétique par pièce.
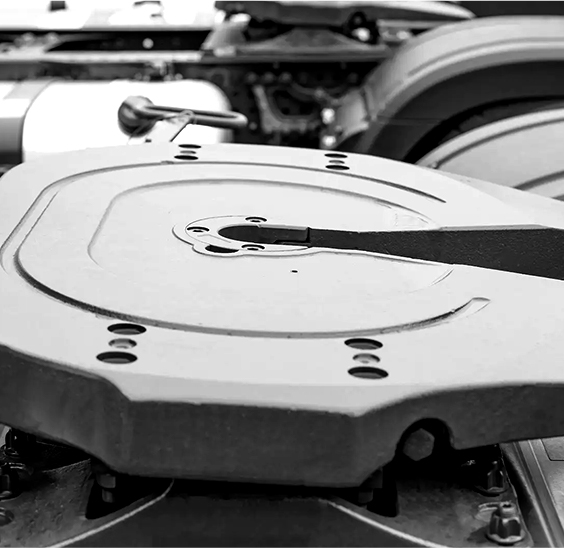
Comment fonctionne une presse à forger
La machine génère une force grâce à un système d'entraînement mécanique, hydraulique ou servo-hydraulique. Un vérin se déplace verticalement pour comprimer la billette entre des matrices ouvertes ou des matrices d'impression fermées. Au cours de cette déformation, le métal prend la forme requise tandis que le châssis de la presse, le système de guidage et l'outillage maintiennent l'alignement.
Principales étapes du processus
- Couper la billette ou la limace au volume cible
- Chauffer le matériau si un forgeage à chaud est utilisé
- Transférer le matériau vers le jeu de matrices
- Appliquer une force à travers une ou plusieurs préformes et terminer les courses
- Coupez le flash, le perçage, la taille ou la pièce de monnaie si nécessaire
- Refroidir, inspecter et envoyer les pièces au traitement thermique ou à l'usinage
Lors du forgeage à chaud, les billettes d'acier entrent généralement dans la presse à environ 950°C à 1250°C , en fonction de l'alliage et du procédé de fabrication. À ces températures, les charges de formage diminuent considérablement, mais le contrôle du tartre, la lubrification, le temps de transfert et la température de la filière deviennent critiques. Lors du forgeage à froid, les températures sont beaucoup plus basses, la précision dimensionnelle peut s'améliorer, mais les charges de formage requises augmentent fortement.
Tapezs de presse à forger
Le meilleur type de machine dépend de la géométrie de la pièce, du volume de production, de la qualité du matériau et de la vitesse de cycle requise. Une inadéquation dans ce cas peut entraîner un rendement lent, un formage instable ou un entretien excessif de la matrice.
| Type | Comment la force est délivrée | Meilleur ajustement | Compromis typique |
|---|---|---|---|
| Presse hydraulique | Tonnage complet disponible tout au long de la course | Pièces de grande taille, formage profond, contrôle flexible de la course | Temps de cycle généralement plus lent |
| Presse mécanique | La force augmente près du bas de la course | Production en grand volume avec des cycles plus courts | Profil de course moins flexible |
| Presse à vis | Formage énergétique à impact contrôlé | Cas de forgeage de précision et de remplissage de matrices difficiles | L'adaptation énergétique est sensible au processus |
| Presse servo-hydraulique ou hybride | Contrôle programmable du mouvement et de la pression | Production mixte et optimisation des processus | Coût en capital plus élevé |
Utilisation en matrice ouverte et en matrice fermée
Une presse à forger à matrice ouverte est couramment utilisée pour les grands arbres, les blocs, les anneaux et les pièces personnalisées de faible volume. Une presse à filière fermée est plus adaptée à la production répétée où la cavité définit la forme finale. Le travail en filière fermée exige un contrôle plus strict des billettes et un entretien des filières, mais il offre généralement une bien meilleure productivité par opérateur.
Spécifications clés qui déterminent les performances
Une presse à forger ne doit pas être sélectionnée uniquement sur la base du tonnage nominal. Deux presses avec la même force indiquée peuvent fonctionner très différemment si la longueur de course, la vitesse d'approche, la rigidité du cadre ou l'espace de la matrice diffèrent.
Paramètres machine les plus importants
- Tonnage : la force de formage maximale que la machine peut appliquer
- Accident vasculaire cérébral : déplacement du vérin, qui affecte la fenêtre de formage et la configuration de l'outillage
- Lumière du jour : distance ouverte maximale entre le bélier et le lit
- Hauteur de fermeture : hauteur de travail minimale pour l'installation de la matrice
- Vitesse du bélier : vitesses d'approche, de pressage et de retour qui influencent le temps de cycle
- Taille du lit et guides : critique pour la disposition des matrices et la stabilité de l’alignement
- Consommation d’électricité et d’énergie : affecte les coûts d’exploitation et la planification des services publics
En tant que gamme industrielle grossière, les presses à forger peuvent aller de quelques centaines de tonnes pour des pièces de précision plus petites à 5 000, 10 000, voire plus de 50 000 tonnes pour les très grandes applications de forgeage. Le haut de gamme est généralement associé aux infrastructures industrielles lourdes, aux grandes pièces forgées de qualité aérospatiale ou aux usines spécialisées à matrice ouverte.
Comment choisir la bonne presse à forger
La méthode de sélection la plus fiable consiste à partir de la pièce et non du catalogue de machines. Le matériau, la surface projetée, le taux de déformation, la température, la complexité de la matrice et la production annuelle doivent définir les spécifications de la presse.
Une liste de contrôle de sélection pratique
- Définissez la famille de pièces par matériau, poids et surface projetée maximale.
- Estimez la force de formage requise avec une marge de sécurité pour la variation de l’alliage et l’usure de la matrice.
- Vérifiez la course, la lumière du jour et la hauteur de fermeture par rapport aux dimensions réelles de la pile de matrices.
- Faites correspondre la vitesse du vérin à la méthode de chauffage, au temps de transfert et à la fenêtre de lubrification.
- Passez en revue les besoins d’automatisation tels que le chargement, le transfert, le parage et le déchargement des billettes.
- Calculez la production horaire et comparez-la à la demande annuelle, et pas seulement à la demande de pointe.
- Évaluez la charge des fondations, l’espace de l’unité de puissance hydraulique, l’eau de refroidissement et la capacité électrique.
Par exemple, une usine produisant des brides en acier à teneur moyenne en carbone à raison de plusieurs milliers de pièces par mois peut donner la priorité à un système mécanique ou hydraulique rapide avec un changement de matrice stable et une intégration de coupe. Un atelier fabriquant des arbres surdimensionnés en petits lots bénéficiera souvent davantage d'une presse à forger hydraulique plus lente mais plus contrôlable, dotée d'une lumière naturelle généreuse et d'un support de manipulation.
Applications typiques et exemples de production réalistes
La valeur d’une presse à forger est plus facile à constater dans les applications où la fiabilité mécanique compte plus que le faible coût de mise en forme initial. Le forgeage améliore généralement la structure directionnelle des grains et réduit les discontinuités internes par rapport à de nombreuses voies alternatives.
| Catégorie de pièce | Objectif de processus typique | Pourquoi une presse est utile |
|---|---|---|
| Arbres et essieux | Résistance à la solidité et à la fatigue | Réduction maîtrisée et bonne consolidation interne |
| Ébauches et moyeux d'engrenages | Préforme quasi nette avant usinage | Meilleure répétabilité et réduction des déchets de matériaux |
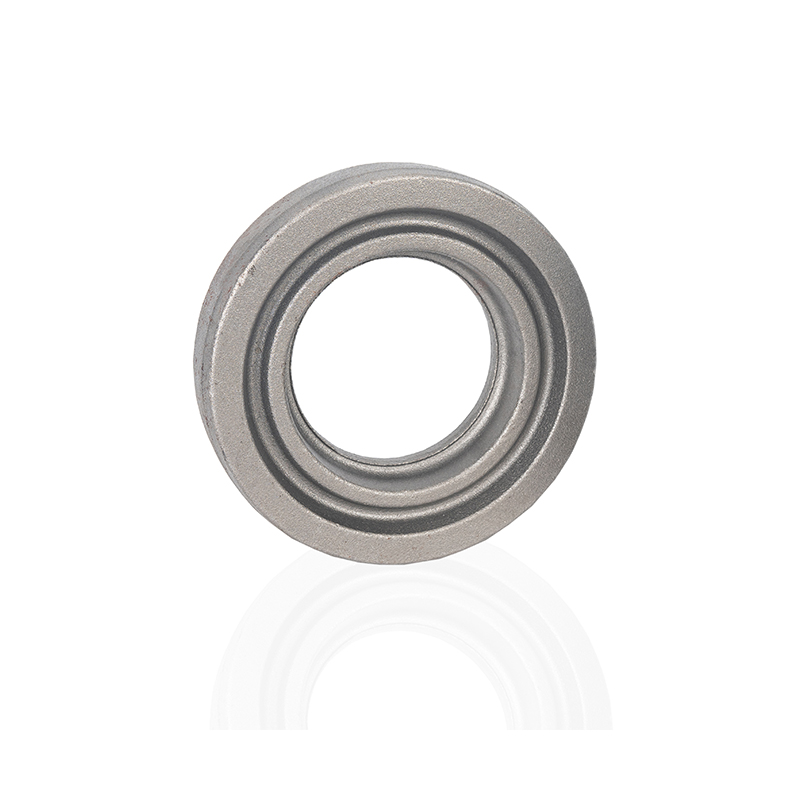
| Brides et bagues | Stabilité dimensionnelle sous charge | Formage cohérent dans toute la production par lots |
| Connecteurs structurels | Fiabilité de charge élevée | Flux de métal amélioré dans les sections critiques |
Une mesure de production utile est le rapport achat-vol ou achat-finition, c'est-à-dire la quantité de matière première requise par rapport au poids final usiné. Lorsqu'une presse à forger crée une préforme plus proche, l'usinage en aval peut diminuer considérablement. Dans certaines familles, même un 10 à 20 % de réduction de matière enlevée peut produire une économie annuelle significative une fois le coût de l’alliage, le temps machine et l’usure des outils inclus.
Coûts d’exploitation, maintenance et efficacité
Le prix d’achat n’est qu’une partie du tableau économique. Une presse à forger doit être évaluée sur des années d'utilisation des matrices, de consommation d'énergie, de pièces de rechange, de lubrification, de gestion des fluides hydrauliques et de temps d'arrêt imprévus.
Principaux facteurs de coûts
- Charges électriques et frais de pointe
- Usure des matrices, fréquence des réparations et consommation d'acier des matrices
- Efficacité de chauffage des billettes et perte de tartre
- Utilisation et nettoyage de la lubrification
- Joints hydrauliques, pompes, vannes et état de filtration
- Temps d'arrêt causés par l'usure du guide ou la dérive d'alignement
La discipline de maintenance affecte directement la qualité des pièces. De petites modifications du jeu de guidage peuvent réduire l'alignement de la matrice, et une mauvaise propreté de l'huile hydraulique peut raccourcir la durée de vie des vannes et de la pompe. Les usines qui suivent la contamination par l'huile, le parallélisme des vérins, la température de la filière et la stabilité du cycle connaissent généralement des taux de rebut inférieurs à ceux des usines qui ne réagissent qu'après des pannes.
Points de sécurité et d'installation à ne pas ignorer
Une presse à forger combine une force très élevée, du métal chauffé, un outillage mobile et un transfert souvent automatisé. Une installation sûre est donc un problème de production, pas seulement un problème de conformité. Une mauvaise protection ou une mauvaise planification des flux de matières peuvent réduire la disponibilité tout autant qu’elles augmentent les risques.
Garanties critiques
- Surveillance physique autour des zones de déplacement et de transfert des béliers
- Portes d'accès verrouillées et circuits d'arrêt d'urgence
- Vérification du serrage des matrices avant le démarrage de la production
- Outils de manipulation résistant à la température pour les billettes chaudes et les pièces forgées
- Vérifications des fondations et des ancrages pour les vibrations et le transfert de charge
Avant l'installation, confirmez la charge au sol, les exigences de la fosse, le dégagement du plafond, le service électrique, l'eau de refroidissement, l'air comprimé et la disposition des gaz d'échappement. Une grande presse à forger peut créer des retards coûteux si l’interface du bâtiment est traitée après coup.
Erreurs d'achat courantes
De nombreuses erreurs coûteuses proviennent du fait de se concentrer uniquement sur la force maximale. La presse peut avoir un tonnage de papier suffisant mais ne pas parvenir à fournir une production stable si le cycle est trop lent, si l'espace de la matrice est trop petit ou si la manutention des matériaux est mal intégrée.
- Choisir le tonnage sans vérifier la zone projetée et la séquence de formage réelle
- Ignorer le temps de changement de matrice dans les calculs d'efficacité totale de l'équipement
- Sous-estimation de la demande de services publics et du coût des fondations
- Acheter une machine flexible pour un travail qui nécessite vraiment vitesse et automatisation
- Acheter une machine rapide pour un travail qui nécessite vraiment un contrôle de course longue
Dernier point à retenir
La meilleure presse à forger est celle qui correspond à la charge de formage réelle, à l'enveloppe de la matrice, à l'objectif du cycle et à la méthode de manipulation des pièces que vous envisagez de produire. . Dans la plupart des cas, cela signifie évaluer le tonnage en même temps que la course, la vitesse, la lumière du jour, l'automatisation et les coûts d'exploitation plutôt que de considérer la capacité de force comme le seul point de décision.
Si l’objectif est de créer des pièces forgées solides et reproductibles avec une production évolutive, une presse bien adaptée peut réduire les rebuts, améliorer la cohérence dimensionnelle et réduire les efforts d’usinage en aval. Si la machine est surdimensionnée, sous-spécifiée ou mal intégrée, ces mêmes avantages sont beaucoup plus difficiles à obtenir.











Nos produits impliquent principalement la production de composants forgés pour l'industrie automobile, l'industrie des machines de construction, l'industrie des instruments industriels et l'industrie des équipements de liquide. Fabricants de pièces de forgeage et fournisseurs de solutions de composants forgés en Chine.
Liens rapides
Liens de produits
Contactez-nous
-
Address:N ° 5 Junrong Road, Daitou Town, Liyang City, Province du Jiangsu, Chine
-
Tel:+ 86-18112316383
